


























Stel een vraag
Heeft u een vraag over dit product of een op- of aanmerking? Stuur hem naar ons toe!
Dan gaan wij proberen u zo snel mogelijk een antwoord terug te geven.
Productomschrijving
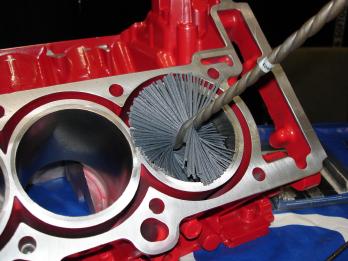
Cilinder honer - 3 beens - Polijsmachine - 32 mm tot 89mm - SATRA (AUTM-06054).
Met deze cilinder honder van Trailer and Tools kunt u de motorcilinders en autoremmen heel makkelijk deglazuren. Maatbereik tussen 32-89 mm (1-1/4-3-1/4") met flexibele schacht. Inclusief 3 slijpstenen met korrel 220 en totale lengtes van 51 mm (2"). Eenvoudig in gebruik en zelfcentrerend. U kunt deze honer van Trailer and Tools met een elektrische of lucht boormachines en freesmachines gebruiken. De speciaal gevormde geleidearmen drukken de hoonstenen precies en gelijkwaardig tegen de cilinderwand.
Specificaties:
- 3 beens
- 32 mm tot 89 mm
- 220 Grid schuur grofheid
- Lengte hoonsteen : 50mm
- Breedte hoonsteen : 10mm
Cilinder honer 3'' , Hoon apparaat , Honer , Cilinderhoner , Cilinder honer , Cilinder hoon. Voor het snel en effectief honen van cilinders, remcilinders, koppelingcilinders, reinigt en verwijdert koolstof afzetting. Met een flexibele aandrijfas voor gebruik in elektrische of pneumatische boormachines. Instelbare werkdruk door zelfspreidende en nastelbare hoonarmen. De speciaal gevormde geleidearmen drukken de hoonstenen precies en gelijkwaardig tegen de cilinderwand.Hoon alleen indien de stenen volledige in de cilinder zitten, tijdens het honen moeten de stenen licht contact maken met de wand. Maak tijdens het honen lichte verticale bewegingen voor een ruitvormig patroon en betere zuigersmering.
Honer , Cilinderhoner , Cilinder honer , Cilinder hoon. Voor het snel en effectief honen van cilinders, remcilinders, koppelingcilinders, reinigt en verwijdert koolstof afzetting. Met een flexibele aandrijfas voor gebruik in elektrische of pneumatische boormachines. Instelbare werkdruk door zelfspreidende en nastelbare hoonarmen. De speciaal gevormde geleidearmen drukken de hoonstenen precies en gelijkwaardig tegen de cilinderwand.Hoon alleen indien de stenen volledige in de cilinder zitten, tijdens het honen moeten de stenen licht contact maken met de wand. Maak tijdens het honen lichte verticale bewegingen voor een ruitvormig patroon en betere zuigersmering.
HET HONEN VAN EEN CILINDER VAN AUTO OF MOTOR

WAT IS HONEN VAN EEN CILINDER?
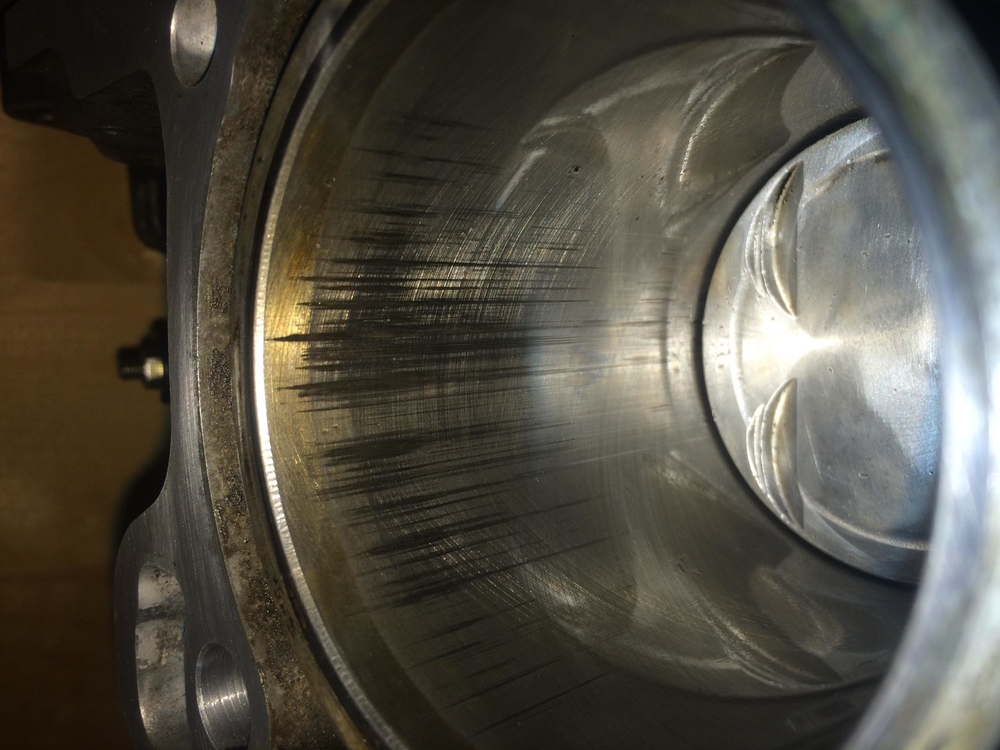
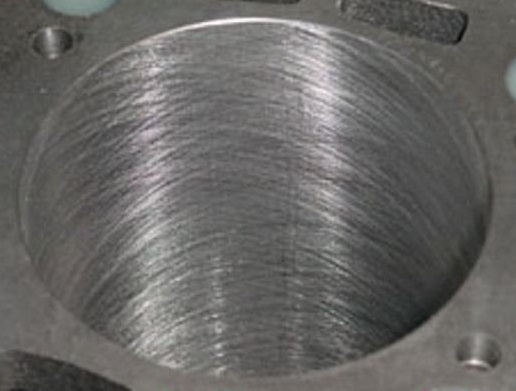
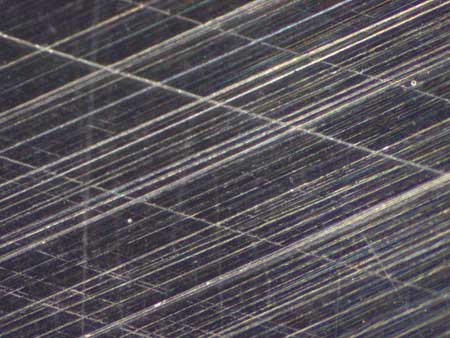
Honen is een slijpmethode waarbij gebruik wordt gemaakt van een slijpapparaat dat voor honen geschikt is. Dit slijpapparaat bevat twee of meer hoonstenen en kan in een boormachine worden geplaatst. Met het slijpapparaat wordt een dun laagje van een cilindervormige binnendiameter weggeslepen. Hierdoor wordt de binnendiameter groter. Honen gebeurd met uiterste precisie. Deze verspaningstechniek is nauwkeuriger dan het gebruiken van een gewone ruimer voor het vergroten van gaten. Honing is een schuurproces dat de oppervlakteafwerking, de maat en de ronding van een geboorde cilinder/ huls verbetert. Honing wordt gedaan om de afdichting, de zuigerring en de levensduur van de cilinderwand te maximaliseren. Het doel is om zo dicht mogelijk bij een ideaal oppervlak te komen om te paren met ringvlakken. Toen je motor in de fabriek helemaal nieuw was gemaakt, werd de cilinder verzoet. Honing is een proces van conditionering van het oppervlak van de cilinderwand om te helpen bij het smeren van de zuigerveer (s) tijdens bedrijf. Honing creëert fijne kruisarcering onvolkomenheden op het oppervlak van de cilinderboring. Je kunt deze onvolkomenheden zien als pieken en dalen in de oppervlakte van het metaal. Deze zijn essentieel omdat het de cilinderwand helpt olie vast te houden om te helpen bij het smeren van de zuigerring. Theoretisch is het de bedoeling dat er een zeer dunne laag olie tussen de rand van de zuigerveren en de cilinderwand komt. Als er geen olie was om het constante contact met de cilinderwand te smeren, zou er te veel wrijving zijn en zouden zowel de ringen als de cilinder snel verslijten.Hieronder een mooi voorbeeld van hoe een cilinderwand een kruisarcering is ondergaan.
De term "deglazing" wat is dat?
Het verwijst eenvoudigweg naar het opnieuw honen van uw cilinder om die pieken en dalen terug in uw cilinderwand te plaatsen. Die pieken en dalen zijn nodig om olie aan de wand van uw zuigerhuis te laten kleven zodat een zuiger makkelijk in de cilinder kan bewegen, op en neer kan gaan.Wat gebeurt er in mijn motor, hoe werkt een motor?
Zuigerringen verzegelen de opening tussen de zuiger en cilinder waardoor cilinderdruk kan worden omgezet in werk. Applicatie specifieke ringen gekoppeld aan correct aangescherpte en gedimensioneerde cilinderwanden zorgen ervoor dat motorolie een oliebarrière vormt die wordt opgevangen tussen de ringzijde en het cilinderoppervlak. Een film van olie dicht de cilinderdruk af, voorkomt contact tussen metaal en metaal en draagt 20% van de verbrandingswarmte over van zuiger naar ring naar cilinderwand en vervolgens naar het koelsysteem. Het is de barrière die succes scheidt van een ramp. In een motor met een slag van 5,0 "met 6.000 tpm, is de gemiddelde snelheid van de zuiger 83,33 ft / seconde of 56,83 mph. De ring moet zeer hoge piekcilinderdrukken afdichten (meer dan 4000 PSI), deze afdichting handhaven terwijl de cilinderdruk daalt terwijl de zuiger naar het onderste dode punt beweegt, de verbrandingswarmte overleeft (meer dan 5000 F.), bestand zijn tegen de oppervlaktewrijving van die snelheden en zorgen voor een lage wrijvingsrit terug naar het bovenste dode punt. Het is duidelijk dat een metaal-op-metaalcontact tussen het ringvlak en de cilinder zou leiden tot catastrofaal falen bij verschillende motoromwentelingen.Hieronder een mooi voorbeeld hoe een motor loopt en hoe de zuivers in een cilinder op en neer bewegen:
Stappenplan om te honen
Stap 1
Selecteer het juiste gereedschap. Houd er rekening mee bij het maken van uw selectie dat deze opzettelijk iets te groot zijn gemaakt. Bijvoorbeeld, als de cilinder die u wilt slijpen 2 inch breed is, hoeft u geen hoongereedschap aan te schaffen dat groter is dan 2 inch breed. De scherf zal uitzetten zodat hij voldoende druk uitoefent om de cilinderwanden te arceren. De hoeveelheid verwijderd materiaal wordt niet bepaald door de breedte van het gereedschap, maar eerder door hoe lang het in de cilinder wordt gebruikt.
Stap 2
De gewenste rotatiesnelheid is 1200 tot 1600 tpm, dus zorg ervoor dat de snelheid binnen het normale werkbereik van uw boormachine op vol vermogen ligt. Als uw boormachine een snelheidskeuzeschakelaar heeft, stel deze dan in op ongeveer 1.400 tpm. Elk roterend apparaat dat binnen het vereiste toerentalbereik werkt, zal werken, maar een boormachine is meestal het meest geschikte apparaat voor deze taak. Als u een draadloze boormachine gebruikt, moet u ervoor zorgen dat de batterij volledig is opgeladen voordat u begint. Een lagere lading kan de rotatiesnelheid verlagen en de resultaten wijzigen. Als je moet opladen, doe het dan tussen de cilinders.
Stap 3
Plaats een opvangbak onder het motorblok om de smeerolie op te vangen. Elk smeermiddel op basis van olie zal voor deze taak werken, maar de olie van een lichtgewicht machinist of penetrante olie is het beste. Dompel de honer eerst in de olie en schuif het dan in de cilinder. Draai het hoongereedschap langzaam met de boor en giet een continue stroom olie over de hone waar het contact maakt. Te veel is beter dan niet genoeg; wees niet verbaasd als je per cilinder een gallon of meer gebruikt. Je kunt de olie drie of vier keer hergebruiken; meer als je een katoenen doek over je opvangbak legt om de metalen vullingen eruit te filteren.
Stap 4
Houd de trekker op de boormachine op maximale snelheid en duw hem snel meerdere keren in en uit de cilinder. Dit proces verwijdert metaal snel, dus ga niet verder dan vijf stoten zonder te stoppen om de cilinderwanden te controleren. Het gewenste afgewerkte product zal vrij glanzend zijn, met kleine arceringstekens die u met een zaklamp schuin kunt zien. Verwijder zo min mogelijk materiaal. Wanneer de kruisarcering erg fijn wordt, maar de individuele lijnen nog steeds gemakkelijk te onderscheiden zijn, draai de boor om en herhaal hem totdat het oppervlak vult met arceringstekens. Nogmaals, verwijder zo min mogelijk materiaal en overdrijf het niet.
Wanneer u klaar bent, veegt u de cilinder schoon met een enigszins zeepachtige en vochtige doek om uw werk te controleren en eventuele metalen krullen te verwijderen. Ga verder met de volgende cilinder; nogmaals, je kunt de olie meerdere malen hergebruiken als je het filtert, gebruik pas nieuwe olie als het gebruikte olie een merkbare ondoorzichtige of grijsachtige tint begint aan te nemen. Als u klaar bent met alle cilinders, moet u het motorblok grondig wassen met water en zeep en droogt u het schoon. Breng een laag nieuwe machinistenolie aan op de cilinderwanden om corrosie te voorkomen. Gebruik geen dikke olie, want dat zal het inbraakproces op die eerste cruciale momenten belemmeren.
Hieronder is Honing-gereedschap te zien die je zou kunnen gebruiken om te honen:


Hier een directe doorlink naar hone gereedschap van Trailer and Tools
Honing gebruikt een speciaal gereedschap, een hoonsteen of een slijpsteen, om een nauwkeurig oppervlak te bereiken. De slijpsteen is samengesteld uit slijpkorrels die met een kleefmiddel aan elkaar zijn gebonden. Over het algemeen zijn honenkorrels onregelmatig van vorm en hebben een diameter van ongeveer 10 tot 50 micrometer (300 tot 1500 mesh korrel). Kleinere korrelgroottes produceren een gladder oppervlak op het werkstuk. Een hoonsteen is op veel manieren vergelijkbaar met een slijpsteen, maar het slijpen van stenen is meestal brosser zodat ze zich aanpassen aan de vorm van het werkstuk als ze slijten. Om hun broosheid tegen te gaan, kan het honen van stenen met was of zwavel worden behandeld zodat het een langere levensduur/ houdbaarheid heeft, en is het voor de portemonnee en het milieu goed. Elk schurend materiaal kan worden gebruikt om een hoonsteen te maken, maar de meest gebruikte materialen zijn korund, siliciumcarbide, kubisch boornitride of diamant. De keuze van het slijpmateriaal wordt meestal bepaald door de eigenschappen van het werkstukmateriaal. In de meeste gevallen is korund of siliciumcarbide acceptabel, maar moeten zeer harde werkstukmaterialen met superabrasieven worden geslepen. De honing wordt gewoonlijk in de boring gedraaid terwijl hij wordt in- en uitgeschoven. Speciale snijvloeistoffen worden gebruikt om een soepele snijwerking te verkrijgen en om het materiaal dat is afgeschuurd te verwijderen. De hoonmachines kunnen draagbare en eenvoudige handmatige machines zijn of volledig automatisch met een peilingen, afhankelijk van de toepassing. Een hoonmachine is relatief nauwkeurig en perfect. In plaats van te vertrouwen op de nauwkeurigheid van de werktuigmachine, vertrouwt het op het middelingseffect tussen de steen en het werkstuk. Naleving is een vereiste van een hoonmachine die nodig is om het middelingseffect te laten plaatsvinden. Dit leidt tot een duidelijk verschil tussen de twee machines: in een molen is de steen vast bevestigd aan een schuif, terwijl bij het slijpen de steen wordt bediend met pneumatische of hydraulische druk. Werkstukken met hoge precisie worden meestal geslepen en vervolgens verzoet. Slijpen bepaalt de maat, en honen verbetert de vorm. Het verschil tussen honen en slijpen is altijd hetzelfde. Sommige slijpmachines hebben complexe bewegingen en zijn zelfklevend, en sommige hoonmachines zijn uitgerust met meet proces voor een nog betere controle. Veel doorvoerslijpbewerkingen geven hetzelfde middelingseffect als honen.
Flex-Hone
Een Flex-Hone, ook wel een slijpsteen genoemd, kan een ideale afwerking creëren voor deglazende toepassingen. Vaak bekend als een "glazuurbreker", verwijdert de flexibele slijpsteen het glazuur of het gladde oppervlak van een versleten cilinderwand. Hoe gebeurt de beglazing? In benzine- of dieselmotoren rijden zuigers op en neer in de motor, terwijl ze een goede afdichting behouden via de zuigerveren. Na verloop van tijd zorgt deze beweging tegen de cilinderwand voor een gladde afwerking. Als de wanden van de cilinder te glad zijn, zullen de ringen niet goed zitten en in plaats daarvan "schaatsen" over het oppervlak. Gladde cilinderwanden zullen er ook voor zorgen dat olie niet aan de wanden hecht, wat andere problemen veroorzaakt.Hoe slijp je of boor je een cilinder?
De meest gebruikte hulpmiddelen voor het aanscherpen van kleine motortoepassingen zijn stijve of borstelhones en balhones. Hones kunnen op maat worden besteld volgens uw cilinderboring. Gewoon verwijzen naar de grootte van uw boorgat met de informatie van het bedrijf waar u uw honen hebt besteld. Het hone-bedrijf zou ook aanbevelingen moeten geven over gruis en materiaalsoort, op basis van het soort ringen dat je hebt. Na het demonteren van uw boveneinde, inspecteert u de cilinderwand en poorten op beschadigingen. Als een zuigerblok kapot gaat is de cilinder waarschijnlijk beschadigd. Afhankelijk van hoe uitgebreid de schade is, kunnen revisiebedrijven ze soms repareren. Als u onduidelijke of ernstige schaden ziet, raden we aan om uw cilinder naar een vertrouwd revisiebedrijf te sturen voor de beste aanbeveling. Als je cilinder in normale staat verkeert zonder schade, en je bent alleen maar ringen aan het wisselen tussen de uiteinden, dan is honen het enige dat nodig is. Als de beglazing minimaal is en u nog steeds een groot aantal kruisarceringsmarkeringen ziet, zou u in staat moeten zijn om weg te komen door een onbuigzaam of penseelstreek te gebruiken om die kruisarceringstekens te herstellen. U hoeft slechts 10 tot 15 seconden per beurt een paar keer per cilinder deze methode te gebruiken totdat u consistente kruisarceringsmarkeringen ziet. De bal slijpsteen zal een meer schurend zijn als een bloksteen. Daarom raden we af om een balschroef op verzinkte cilinders te gebruiken, tenzij deze gespecificeerd als veilig en voor dat zuigerblok bedoeld zijn. Als je een bal voor een zwaardere beglazing op je cilinder moet gebruiken, bevestig die dan aan je boormachine en smeer hem in met een lichte laag motorolie. Zorg ervoor dat de cilinder is bevestigd en stilstaat en dat de kogel slijt voordat deze de cilinder in gaat. Slijp de cilinder ongeveer 10 tot 15 seconden heen en weer, schakel dan over naar de tegenovergestelde draairichting en herhaal. Controleer de cilinder op de gewenste kruisarceringstekens en herhaal indien nodig. Nadat het slijpen is voltooid, moet u de cilinder grondig reinigen totdat er geen restmateriaal meer is.Hoe gaat het Proces ofwel de techniek bij het honen van een cilinder?
Aangezien het slijpen van stenen lijkt op slijpstenen, is het verleidelijk om te denken aan honen als een vorm van slijpen met weinig materiaal . In plaats daarvan is het beter om het te zien als een zelfklevend slijpproces. Bij het slijpen volgt het wiel een eenvoudig pad. Bijvoorbeeld, bij het plons slijpen van een as, beweegt het wiel naar de as van het onderdeel, slijpt het en beweegt dan terug naar buiten. Aangezien elk oppervlakte van het wiel herhaaldelijk in contact komt met hetzelfde oppervlakte van het werkstuk, worden eventuele onnauwkeurigheden in de geometrische vorm van het slijpwiel overgedragen op het onderdeel. Daarom is de nauwkeurigheid van de afgewerkte werkstukgeometrie beperkt tot de nauwkeurigheid van de opwaardeerkast. De nauwkeurigheid wordt nog slechter naarmate het slijpwiel slijt, dus er moet regelmatig worden opgeschoond om het opnieuw te vormen. De beperking van de geometrische nauwkeurigheid wordt bij het slijpen overwonnen omdat de hoonsteen een complex pad volgt. Bij het boren van honen beweegt de steen bijvoorbeeld langs twee paden tegelijk. De stenen worden radiaal naar buiten gedrukt om het gat te vergroten terwijl ze tegelijkertijd axiaal oscilleren. Door de oscillatie raakt elke plak van de hoonstenen een groot deel van het werkstuk. Daarom kunnen imperfecties in het profiel van de slijpsteen niet overgaan in de boring. In plaats daarvan komen zowel de boring als de hoonstenen overeen met de gemiddelde vorm van de beweging van de hoonstenen, die in het geval van doorboring een cilinder is. Dit middelingseffect treedt op bij alle slijpprocessen; zowel het werkstuk als de stenen eroderen totdat ze overeenkomen met de gemiddelde vorm van het snijoppervlak van de stenen. Aangezien de hoonstenen de neiging hebben om te eroderen in de richting van een gewenste geometrische vorm, is het niet nodig ze waar te maken. Als gevolg van het middelingseffect overschrijdt de nauwkeurigheid van een aangescherpt onderdeel vaak de nauwkeurigheid van de werktuigmachine die het heeft gemaakt. Het pad van de steen is niet het enige verschil tussen slijp- en hoonmachines, ze verschillen ook in de stijfheid van hun constructie. Honingmachines zijn veel compliant dan slijpmachines. Het doel van het slijpen is om een kleine tolerantie te bereiken. Hiervoor moet het slijpwiel in een exacte positie ten opzichte van het werkstuk worden geplaatst. Daarom moet een slijpmachine erg stijf zijn en moeten de assen zeer nauwkeurig bewegen.Hieronder een hone machine aan het werk.

Hieronder op een handmatige manier het honen van een cilinder.

Beoordelingen
Nog geen beoordelingen